The sleeving of shotgun barrels has been with us since the 1950s.
It was intended as a means of making guns with barrels worn, or damaged, beyond use into working guns once again.
Early sleeving was crude at best but today the job can be done to extremely high standards and replicate the original balance and profile of the barrels for a fraction of new replacement cost.
Let us consider a Purdey side-lock ejector with barrels that are now too thin to be viable. The gun is in, otherwise, excellent condition. What do you do with it? If you go to Purdey, the cost of replacement barrels is over £30,000. If you have the work done by Vintage Guns, we can do the same quality work for £10,000, with a former Purdey barrel maker carrying out the work. The only difference is that our barrels have ‘New Barrels by Vintage Guns Ltd’ engraved under the forend.
Still, even £10,000 is a lot of money to spend on a gun that may have cost £7,000 to buy in its entirety. If your intent is to make the gun practically excellent so that you can enjoy and use it, sleeving offers a good alternative. A gun of this quality and condition warrants a best quality sleeving job. That will cost you around £3,000. Ideally, the old ribs can be re-laid (assuming the new barrels will be the same length as the old ones).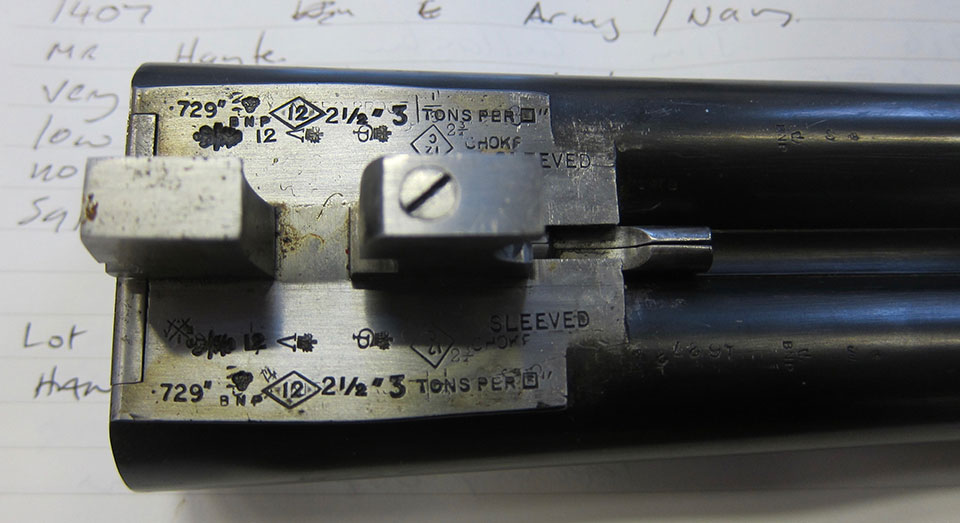
The tubes will be struck up with the same care that the barrel maker would employ on new ones. The joint between breech-end and new tubes will be welded to make it appear seamless. This allows the weld to take blacking in a way that covers the seam. The blacking process is an important factor in this process, as the metal of the old barrels and that of the new tubes is not exactly the same and can appear slightly different in hue and shine unless done very carefully.
Once bored, polished, chambered, proof tested, engraved and choked, according to the requirements of the customer, the performance of our newly sleeved Purdey in the hands of the owner should be identical to the gun when it had its original barrels fitted, a hundred years ago. This quality of sleeving now costs around £3,000 - £3,500 in England.
If you have a less expensive gun, a top quality sleeving job is not a sensible allocation of funds. However, even economy rate jobs are now far better than they once were.
For around £1,500, any decent side-lock or boxlock can be restored to an excellent level of functionality and appearance. This allows for some exciting customisation possibilities, as the customer can specify longer barrels, different ribs, whatever chokes and chamber lengths he wants etc.
It is a good proposition for someone with a short-barrelled gun in very fine condition but suffering from the current distaste for short barrels where price is concerned. If such a gun can be bought inexpensively, it can be sleeved with longer barrels and customised for a particular purpose.
This works well, for example, with wild-fowling or pigeon weight guns with barrels of 28 inches or less. Sleeve the gun to 30” or 32” and you have a Helice or Sporting Clays gun that would be very hard to go to the market and buy today.
Sleeving for personal projects is one thing, buying a sleeved gun in the market is another. There is a popular view that sleeving ‘de-values a gun’. Well it does not. The gun was valueless before being sleeved, as the barrels were scrap. So, sleeving has made it viable and given it value. It is true that an original gun with good original barrels will command a higher price but that is not a fair comparison.
Will you pay less for a sleeved gun than for a good, original one? Yes. But it will, and should, be seen as a better prospect for ownership than a gun with original barrels that are badly pitted or very thin in the walls.
The other pitfall for the buyer is the issue of his expertise, or lack thereof, in assessing the quality of the sleeving that has been done. Few average gun owners can evaluate a pair of sleeved barrels for concentricity, straightness, striking-up, contour, fitting, rib straightness and profile etc.
In short, if you can’t tell the difference between a £3,000 sleeving job and a £750 one, you need an expert to look over the gun for you. Many buyers don’t want to admit they lack the expertise to do the assessment, don’t want to employ the services of someone who has it and, therefore, have a policy of never buying sleeved guns. This is understandable but it does mean a lot of people lose-out on the opportunity to have great guns for sensible money.
I see sleeved guns as ‘shooters’ rather than collector grade, however good they look. This is not a bad thing. When I was looking for a Rolex no-date Submariner to put a leather strap on and wear as my everyday watch, I spoke to a dealer about some ‘new old stock’ examples that were available. He said to me - “Just buy a good one and enjoy your watch, those ones are for collectors to put in a safe so they maintain their pristine condition and collector premium value.” I took his advice, bought a very clean example that was missing its box and papers and saved myself £3,000. As an everyday watch, it would have made little sense to buy a collector grade item and de-value it by using it the way I do.
So, how is sleeving now carried out?
The first job is to procure the tubes, which may now come from Italy or France. English tubes are available but supply is inconsistent and they are expensive. Ribs used to come from Webley & Scott but those supplies have now dried up.
The old barrels are cut to around the length of the bar, but the barrel maker may decide to cut and fit where the new tubes and old barrels match as closely as possible, in order to reduce striking-up time.
The tubes are then welded into the bored-out breech section and the seam TIG welded. It needs to be a ‘good burn’ to penetrate deep enough. The tubes are joined at the noses; set on parallels and tined together. Then the loop is tinned-on and the ribs re-laid with pure tin and rosin flux, working from the breech ends to the noses, while the ribs are held in place with wedges and wire.
The chambers are then cut, then the rims, bores and chokes. Finally, the gun is jointed and sent for proof.
Finally, barrels are polished and blacked, using a traditional rust black. The blacker has to use his experience to get the finish blended perfectly so that the new and old steels look the same.
Formulae for blacking and browning vary but, as an example of the type of concoction used, this one is known as ‘Greener’s Solution:
Strong Solution of Ferric Chloride 1 oz
Rectified Spirit 1oz
Strong Nitric Acid 1/4 oz
Copper Sulphate 1/8 oz
Water 1 quart
Mix well and allow to stand for one month to amalgamate. The solution is applied cold.
Some inventive variations have been applied to the sleeving process. My friend John Gibbs has done many Damascus barrelled guns by retaining the Damascus at the breech, fitting a steel tube and finishing the muzzles with a final four inches or so of Damascus, each join decorated with a gold band.
So, sleeving is here to stay, it seems. ‘Teague Lining’ came and went; ‘a good idea but a bad job’ as ex-Purdey barrel-maker Bill Blacker once told me. The trade has returned to sleeving for a mid-cost solution to re-barreling old guns.
A well-sleeved gun offers the security of new barrels, a lifetime of use ahead of you and a lower-cost alternative to a best gun in good original condition. If you want a £15,000 Boss but only have £7,000, a sleeved one could be just the answer you are looking for. If it has been done well, the only way to tell it has been sleeved it to remove the barrels and look for the, legally required, ‘SLEEVED’ proof stamp on the flats.
Published by Vintage Guns Ltd on (modified )